



稳中求进探一线25
机器的轰鸣声中,一粒粒原粮在自动化机器中穿梭,机器人挥舞着机械臂,与自动化设备分工合作,它们的目标,是让原粮蜕变成人们在饭桌上见到的美味大米。
这是位于东莞厚街的东莞太粮米业有限公司现代化车间里的一幕。以前,大米加工由人工操作完成;现在,依托自动化生产线,通过数字化改造,公司日产能提升了4倍。
当下,对不少制造企业而言,数字化转型已是一道关乎生存和长远发展的“必修课”。东莞这家大米加工企业通过数字化转型升级降本增效,实现稳增长,或许能给传统制造企业一些借鉴。
文/广州日报全媒体记者蒋幸端
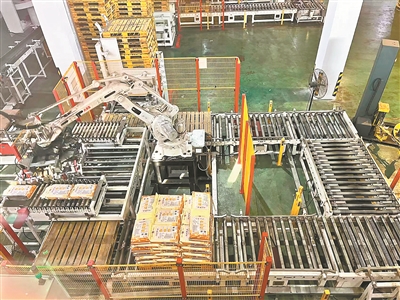
图/采访对象提供
机器人分工合作,大米从田间走上餐桌
走进大米生产车间,只见不同机器人分工合作,它们需要对大批量由生产基地运送过来的原粮执行去石、筛分、碾米、抛光、色选、凉米、包装等工序。在流动的生产线上,码垛机器人有序地把一袋袋包装好的大米搬下来,码成高高的一堆;收到数字化平台发出指令的搬运机器人接手,将大米运送到月台上,这里已经有货车在等候;货车将大米运送至商场或消费者的家中,路线由数字化平台提前计算并规划挑选好,根据不同目的地、送货时间、途中拥堵情况,设计出最优化的配送路线……
在这里,工作人员的主要工作是指导机器干活,车间里10条自动化大米生产线,全部智能化操控,通过一套PMS系统将之串联起来。在车间内部的中控室里,有一两名技术人员在大屏幕前观察数据,偶尔有机器出现报警声或数据异常时,他们会进入车间进行检查。其他时间,工作交由机器人自动完成。
“中控平台是一个指挥中心,对整个生产流程进行指挥,生产过程是自动化的,不需要人干预。”该公司行政部总经理王璇娜说。
“互联网+技术”助力全流程线上管控、实时监测
记者了解到,太粮米业是广东省内一家以优质大米加工为主的农业产业化国家重点龙头企业。早在2001年,该企业就开始采用大米自动化加工设备。多年来,结合自动化设备的更新迭代,该企业加快对数字化平台的自主研发。
王璇娜介绍,目前公司已有超过600台主要生产设备、上千台辅助设备互联互通,企业数据中台、ERP和各业务系统部署上云,以“互联网+技术”的方式,推动集团实现全生产流程运营数字化。
“我们已经可以实现采购、生产、销售、物流、财务全流程线上管控,实时监测。”王璇娜告诉记者。在采购环节,程序从超市的供应商系统中自动抓取订单数据,生成订单信息,动态生成当天的排产计划;在生产环节,工厂接收到生产计划后,便可按照计划开始生产;在物流环节,派车计划根据数字化信息生成,设计出最优化的配送计划;在收款环节,收款机器人自动抓取打款数据,一一匹配至不同的订单中。
王璇娜表示,公司的全流程自动化水平已经达到了90%以上,在同行业中处于较高的水平。通过“数字化、自动化、智云化”的运用,单日大米产量达到约1200吨。
数字化转型助推企业实现“稳增长”
近年来,人力成本的上升,倒逼传统制造企业数字化转型升级,企业数字化转型意识也明显加强;同时,疫情影响也在加速推动制造企业数字化转型的进程。
不少企业抓住机遇,通过数字化转型升级降本增效,实现了“稳增长”。
以该公司为例,通过产业集群不断地升级运用,企业的效益有明显提升。比如,原粮轮换周期从40.5天缩短至34.08天;大米检测时长从原来的30分钟左右缩短到2分30秒;干线运空返率由原来的40%降至23%,城际物流配送日装载率由原来的1.08增至1.196。
在营收利润方面,太粮米业提供的数据显示,今年上半年,该企业的产值和盈利情况都有良好的增长。其中,核心产品靓虾王在大润发、沃尔玛等大型KA卖场中销量同比增长超过30%。
